
LAGERENDE:
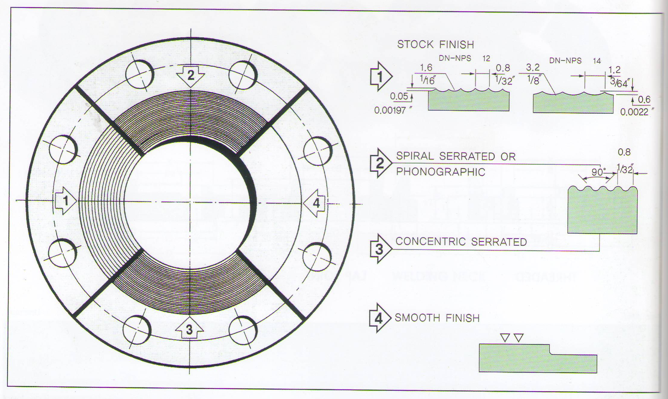
Die am weitesten verbreitete Dichtungsoberfläche, da sie praktisch für alle normalen Betriebsbedingungen geeignet ist. Dabei handelt es sich um eine durchgehende Spiralrille.
Flanschgrößen von 12″ (304,8 mm) und kleiner werden mit einem 1/16″-Rundwerkzeug mit einem Vorschub von 1/32″ pro Umdrehung hergestellt.
Für Größen 14″ (355,6 mm) und größer. Die Endbearbeitung erfolgt mit einem 1/8″-Rundwerkzeug bei einem Vorschub von 3/64″ pro Umdrehung.
Spirale gezahnt oder phonografisch:
Dieses Finish wird mit einem 90°-Rundwerkzeug hergestellt.
KONZENTRISCH GEZAHNT:
Dieses Finish wird mit einem 90°-Rundwerkzeug hergestellt.
Glattes Finish:
Das verwendete Schneidwerkzeug muss einen Radius von etwa 0,06 Zoll haben.
Die resultierende Oberflächenbeschaffenheit muss 125 μ Zoll bis 250 μ Zoll betragen (ANSI B16.5 Absatz 6.4; 4.1).
1. ERHOBENES GESICHT. UND GROßE MÄNNLICHE UND WEIBLICHE
Es wird entweder eine gezahnte, konzentrische oder eine gezahnte, spiralförmige Oberfläche mit 34 bis 64 Rillen pro Zoll verwendet.
Das verwendete Schneidwerkzeug hat einen Radius von etwa 0,06 Zoll.
Die resultierende Oberflächenbeschaffenheit muss eine ungefähre Rauheit von 125 μ Zoll (3,2 μm) bis 500 μ Zoll (12,5 μm) aufweisen
2.Nut und Zunge sowie kleiner Mann und Frau
Die Rauheit der Dichtungskontaktfläche überschreitet nicht 3,2 μm (125 μ in.).
3. RINGVERBINDUNG
Die Innenwandoberfläche der Dichtungsnut darf eine Rauheit von 63 μ in. (1,6 μm) nicht überschreiten.
4.BLIND
Blindflansche müssen nicht in der Mitte angeordnet sein, wenn ihr Durchmesser bei angehobenem Mittelteil mindestens 1 Zoll beträgt.
kleiner sein als der Innendurchmesser von Armaturen der entsprechenden Druckklasse.
Bei eingedrücktem Mittelteil ist sein Durchmesser nicht größer als der Innendurchmesser der entsprechenden Druckklassenarmaturen.
Eine Bearbeitung der vertieften Mitte ist nicht erforderlich.
Zeitpunkt der Veröffentlichung: 02.09.2021